Value chain perspective
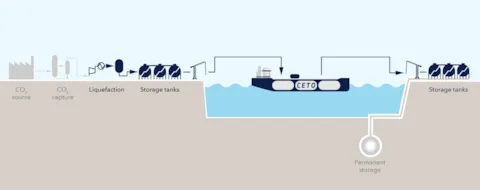
Achieving a safe and technically feasible low-pressure CO2 transportation chain implies new solutions in all parts of the value chain. The CETO JIP tackles different fundamental aspects of low-pressure CO2 from a value chain perspective. The project includes the liquefaction process, loading, ship transport and offloading to intermediate storage.
These processes of the JIP are divided into eight work packages that are executed both in parallel and integrated. Practical experiments, theoretical simulation, and research are integrated to build experience and evidence to support the theory that transporting CO2 at low pressure is both feasible and reliable.
Ship transport

Designing a large, dedicated LCO2 carrier
The CO2 ship design will be able to transport 30,000 m3 of LCO2. Feasibility in terms of ship particulars and arrangement are evaluated in relation to the relevant requirements given in the IMO IGC Code and DNV Rules with respect to stability (intact and damage) and global strength.
In addition, ship performance, such as fuel consumption, is important for the total efficiency of the value chain in terms of greenhouse gas (GHG) emissions.
An outline specification of the vessel will be developed with a focus on the key systems and equipment related to the hull, propulsion system and cargo tanks as well as the cargo handling system.
Tank design and material qualification
This part of the project demonstrates the feasibility of the containment system on board the ship.
A revision of alternative materials, their suitability with respect to the selected design temperatures, material properties, as well as aspects related to manufacturing and cost is the first step. The selected materials for the CETO project are nickel steel, carbo manganese steel, high manganese steel and extra-high-strength carbon manganese.
It is anticipated that the extra-high-strength carbon manganese (NV690) is the material offering the best compromise between strength and costs. It needs to go through a qualification process, because it is not approved in the IGC Code for temperatures down to –55 °C. The test programme covers:
- Feasibility tests to investigate the suitability of two chemistries (1.5% and 2% Nickel) with a focus on the base material and covering impact tests at –75 °C and a CTOD test at –55°C
- Supplementary test for one chemistry, including an impact and CTOD test (at –55°C) on welds and heat-affected zones per the delivery and post-weld heat-treated conditions
A basic design of the tank, the tank support shall be developed in compliance to the applicable rules in terms of strength and constructability of tank manufacture.
Cargo handling
Dynamic simulations of LCO2 at low pressure
Performing experimental work to incorporate all situations and scenarios relevant to design and the operation of CO2 plants or ships is not realistic. When designing a system operating at conditions close to those for dry ice formation, the margins for design errors are narrow.
Engineers must rely on calculations using steady state or dynamic models implemented in commercial process simulation tools. Thus, it is important to understand the limitations and the accuracy when predicting the behaviour of the system at typical operating conditions.
In the CETO project, the dynamic simulations include the processes of CO2 cargo handling at low-pressure conditions, covering interaction between liquefaction, intermediate storage, ship loading and offloading operations.
Different operating scenarios for loading and offloading are tested in the simulation model. This includes emergency shutdown of operation or unexpected conditions. For validation of the simulations, available experimental data from other work packages of the project and other sources is used to ensure the acceptable accuracy of the models.
Using simulations instead of experiments will save time and cost, and allow for a simpler replication of simulations and the re-use of models. If the design or other operating conditions are changed at a later stage, the models can be adjusted and tested at a much faster rate than setting up a test facility/equipment/lab. Such tests could be:
- Liquid CO2 tank blow-down test results
- Benchmarking process simulations against low-pressure, medium-scale cargo handling test
- Simulation of full-scale cargo loading operation for the CETO value chain
Demonstration of cargo handling system
To demonstrate the systems handling of CO2 at low pressure, experimental testing on a medium scale will be executed. For this purpose, a test rig is being built and commissioned at the DNV testing facility at Spadeadam, UK.
Demonstrating technology readiness (TRL 4) and the physical handling of “low-pressure” liquid and vapour CO2 in a relevant medium-scale cargo system is the main purpose. The test programme shall address several normal cargo handling operations such as loading, laden voyage, offloading, ballast voyage, warm tank pressure balance, and cool down. Maintenance and abnormal operations such as emergency shutdown, pressure relief, and recovery from dry ice formation are also objects of the investigation.

The test programme also investigates the effect of impurities on the performance of the cargo handling system. Through the test programme, pressure, temperature, and flow rate data will be monitored and acquired to generate data for simulation models and benchmark.
Conditioning and liquefaction
Feasibility of conditioning and liquefaction plant
CO2 is captured at industrial sites in a gas state. A liquefaction process is then carried out to obtain the CO2 at the desired condition for transportation (pressure and temperature).
An important part of the CCS/CCU value chain, verification of the feasibility of a liquefaction plant for low-pressure CO2 is included in the CETO project. It includes technical verification and the evaluation of availability of the needed equipment.
Demonstration of liquefaction to low-pressure CO2
Using a small or medium-scale experimental setup, the purpose of this activity is to demonstrate safe and reliable liquefaction of CO2 to low-pressure conditions. Utilizing synergies with the already planned activities through NCCS (Norwegian CCS), the CETO project partners will use the obtained results to prove that liquefaction to 7 bara can be achieved without dry ice formation.
The NCCS programme is a separate research programme lead by SINTEF Energy with the involvement of several industrial partners, including TotalEnergies, Equinor and Gassco.
Thermodynamic properties of CO2
CO2 can be captured from different sources, and this will influence the types and levels of impurities in the CO2 before it enters the value chain. For a gas, the concentration of impurities, or trace components, will vary with pressure and temperature. In turn, this can influence the performance and design of the value chain.
The purpose of this activity is to reduce the uncertainty of solubility for typical components in liquid CO2 at conditions relevant for low-temperature CO2 ship transport. For captured CO2, water, hydrogen, nitrogen, methane and carbon monoxide are typical impurities present.
Experimental work in an equilibrium cell or similar is therefore carried out. A mixture of CO2 and trace components is cooled down under controlled conditions and the contents of the different components in the gas and liquid are measured. The results are used to calibrate the thermodynamic models, reducing uncertainty.
Cargo handling
Dynamic simulations of LCO2 at low pressure
Performing experimental work to incorporate all situations and scenarios relevant to design and the operation of CO2 plants or ships is not realistic. When designing a system operating at conditions close to those for dry ice formation, the margins for design errors are narrow.
Engineers must rely on calculations using steady state or dynamic models implemented in commercial process simulation tools. Thus, it is important to understand the limitations and the accuracy when predicting the behaviour of the system at typical operating conditions.
In the CETO project, the dynamic simulations include the processes of CO2 cargo handling at low-pressure conditions, covering interaction between liquefaction, intermediate storage, ship loading and offloading operations.
Different operating scenarios for loading and offloading are tested in the simulation model. This includes emergency shutdown of operation or unexpected conditions. For validation of the simulations, available experimental data from other work packages of the project and other sources is used to ensure the acceptable accuracy of the models.
Using simulations instead of experiments will save time and cost, and allow for a simpler replication of simulations and the re-use of models. If the design or other operating conditions are changed at a later stage, the models can be adjusted and tested at a much faster rate than setting up a test facility/equipment/lab. Such tests could be:
- Liquid CO2 tank blow-down test results
- Benchmarking process simulations against low-pressure, medium-scale cargo handling test
- Simulation of full-scale cargo loading operation for the CETO value chain
Demonstration of cargo handling system
To demonstrate the systems handling of CO2 at low pressure, experimental testing on a medium scale will be executed. For this purpose, a test rig is being built and commissioned at the DNV testing facility at Spadeadam, UK.
Demonstrating technology readiness (TRL 4) and the physical handling of “low-pressure” liquid and vapour CO2 in a relevant medium-scale cargo system is the main purpose. The test programme shall address several normal cargo handling operations such as loading, laden voyage, offloading, ballast voyage, warm tank pressure balance, and cool down. Maintenance and abnormal operations such as emergency shutdown, pressure relief, and recovery from dry ice formation are also objects of the investigation.
The test programme also investigates the effect of impurities on the performance of the cargo handling system. Through the test programme, pressure, temperature, and flow rate data will be monitored and acquired to generate data for simulation models and benchmark.
Conditioning and liquefaction
Feasibility of conditioning and liquefaction plant
CO2 is captured at industrial sites in a gas state. A liquefaction process is then carried out to obtain the CO2 at the desired condition for transportation (pressure and temperature).
An important part of the CCS/CCU value chain, verification of the feasibility of a liquefaction plant for low-pressure CO2 is included in the CETO project. It includes technical verification and the evaluation of availability of the needed equipment.
Demonstration of liquefaction to low-pressure CO2
Using a small or medium-scale experimental setup, the purpose of this activity is to demonstrate safe and reliable liquefaction of CO2 to low-pressure conditions. Utilizing synergies with the already planned activities through NCCS (Norwegian CCS), the CETO project partners will use the obtained results to prove that liquefaction to 7 bara can be achieved without dry ice formation.
The NCCS programme is a separate research programme lead by SINTEF Energy with the involvement of several industrial partners, including TotalEnergies, Equinor and Gassco.
Thermodynamic properties of CO2
CO2 can be captured from different sources, and this will influence the types and levels of impurities in the CO2 before it enters the value chain. For a gas, the concentration of impurities, or trace components, will vary with pressure and temperature. In turn, this can influence the performance and design of the value chain.
The purpose of this activity is to reduce the uncertainty of solubility for typical components in liquid CO2 at conditions relevant for low-temperature CO2 ship transport. For captured CO2, water, hydrogen, nitrogen, methane and carbon monoxide are typical impurities present.
Experimental work in an equilibrium cell or similar is therefore carried out. A mixture of CO2 and trace components is cooled down under controlled conditions and the contents of the different components in the gas and liquid are measured. The results are used to calibrate the thermodynamic models, reducing uncertainty.